M7132
平面磨床定位方式。这种定位方式的不足之处在于定位基准与设计基准不重合,产生了基准不重合误差。为了保证M7132
平面磨床箱体的加工精度,必须提高M
7132平面磨床定位基准的箱体顶面、
M7132平面磨床卖价和M7132平面磨床两定位销孔的加工精度。另外,由于箱口朝下,加工时不便于观察M7132平面磨床各表面的加工情况,因此,不能及时发现M7132平面磨床毛坯是否有砂眼、气孔等缺陷,而且M7132平面磨床加工中不便于测量和调刀。所以,用箱体顶面和两定位销孔作精基准加工时,必须采用M7132平面磨床定径刀具(扩孔钻和绞刀等)。上述两种方案的对比分析,仅仅是针M7132平面磨床头箱而言,许多其它形式的箱体,采用一面两孔的定位方式,上面所提及的问题也不一定存在。M7132平面磨床实际生产中,一面两孔的定位方式在各种箱体加工中应用十分广泛,因此
M7132平面磨床卖价得到了提高。
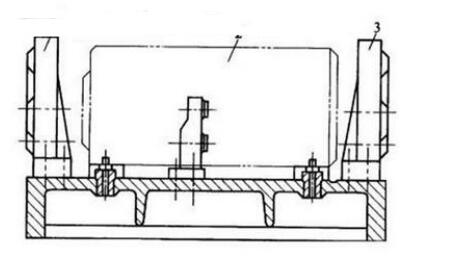
因为这种定位方式很简便地限制了M7132平面磨床工件6个自由度,定位稳定可靠;在一次安装下,可以加工除定位以外的所有5个面上的孔或平面,也可以作为从M7132平面磨床粗加工到M7132平面磨床精加工的大部分工序的定位基准,实现“基准统一”;此外,这种定位方式夹紧方便,工件的夹紧变形小;易于实现M7132平面磨床自动定位和自动夹紧。因此,在M7132平面磨床与M7132平面磨床自动线上加工箱体时,多采用这种定位方式来提高M7132平面磨床卖价。