M7180
平面磨床薄壁深孔高精度套筒的加工与测量。M7180
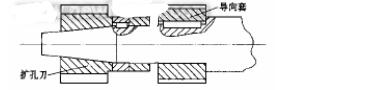
平面磨床薄壁深孔零件加工难度大,特别是高精度套筒的加工更困难,我公司有一套筒零件如图所示。M7180平面磨床设计要求严格,
M7180平面磨床价格和M
7180平面磨床加工精度高,M7180平面磨床开发初期由外协加工,存在问题较多,无法满足M7180平面磨床正常运转需要,公司决定自制。M7180平面磨床厂家对工艺进行分析。M7180平面磨床高速旋转零件,最高转速近20000r/min,设计要求M7180平面磨床动平衡极为严格,动平衡等级为G1级。M7180平面磨床外圆和各台阶孔同轴度越小越好,最好能控制在0.01之内。M7180平面磨床整体结构,台阶孔为深孔,最深孔近900mm,长径比接近13mm。M7180平面磨床深孔切削时,振动、让刀、排屑困难、不易散热等现象使得M7180平面磨床加工难度较大,并且测量M7180平面磨床深孔、深孔与外圆的同轴度也很困难会影响
M7180平面磨床价格。M7180平面磨床整体结构,毛坯料采用圆钢,加工前坯料重达127kg,加工后仅剩20kg,不到原重量的六分之一。大量的金属被切削掉,因此变形严重会影响M7180平面磨床价格。
M7180平面磨床工艺措施。针对以上问题,编制平面磨床加工工艺时,从以下方面采取工艺措施。M7180平面磨床厂家采用多次热处理处理,消除M7180平面磨床加工应力和变形才不会影响M7180平面磨床价格。M7180平面磨床冷热加工交替,编制工艺时科学计算合理安排工序余量,使每道工序既留有余量,又不能余量太大,防止M7180平面磨床产生新的应力变形才不会影响M7180平面磨床价格。