组合刀具提高M7132
平面磨床市场价格和M7132平面磨床加工效率。目前,国内M7132
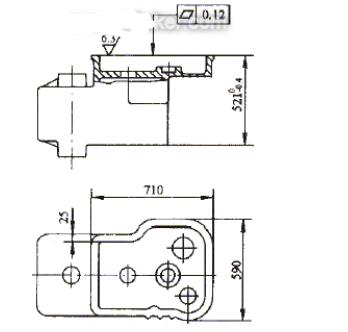
平面磨床大多采用行星式变速器,其箱体和双涡轮液力变矩器壳体有一较大的结合面,如图1所示。
M7132平面磨床箱体加工工序基准时,加工余量大,表面粗糙度、形位公差要求高,且面积较大(750×590mm),如何在保证M7132平面磨床加工精度的基础上提高M
7132平面磨床市场价格和M7132平面磨床加工效率、降低M7132平面磨床加工成本是工程机械行业亟待解决的难题之一。M7132平面磨床采用原加工工艺来提高平面磨床市场价格。M7132平面磨床制造厂对该平面流行的加工工艺是使用M7132平面磨床。首先在划线工序照顾箱体各处余量,划出该平面加工线;然后在M7132平面磨床上分粗、精车两步切削,第一次切削深度为10-12mm,留余量1mm 左右;第二次M7132平面磨床切削至尺寸,保证M7132平面磨床平面的表面粗糙度和形位公差才不会影响
M7132平面磨床市场价格。
M7132平面磨床加工方法存在以下缺陷:M7132平面磨床市场价格和M7132平面磨床加工精度低。由于仅仅采用两次切削,变形大,精度难以保证。M7132平面磨床加工效率低。由于首次M7132平面磨床切削深度大,切削阻力相应较大,进给量小,立式车床工作台转速低,且需要两次切削,致使M7132平面磨床市场价格和M7132平面磨床加工效率较低,一个班次的加工能力仅为 件。装夹困难会影响M7132平面磨床市场价格。M7132平面磨床断续切削,冲击与振动较大,M7132平面磨床加工过程中零件容易松脱,危险性大。