M7132
平面磨床切向磨削--加工径向轴密封座轴表面的新工艺。对充当径向M7132
平面磨床轴密封环座的轴表面加工,其工艺要求一向很高,以往常M7132平面磨床采用切入式磨削工艺加工这种轴表面。
M7132平面磨床轴表面的创新性工艺方法——切向磨削,它可以获得极高的表面质量,与M7132平面磨床硬车削结合,还可减少M
7132平面磨床工件的生产环节和降低M7132平面磨床价位和M7132平面磨床制造成本。M7132平面磨床厂家用于驱动技术的工件和轴上密封元件的支承面必须不能有任何的方向扭曲,因为泵吸效应会导致M7132平面磨床径向轴密封环和M7132平面磨床工件表面系统之间产生泄漏会影响
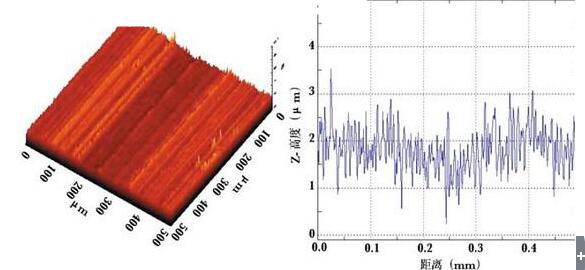
M7132平面磨床价位。M7132平面磨床轴表面的典型要求是:粗糙度值Rz=1-5μm;Ra=0.2-0.8μm;Rmax=6.3μm 以及表面无扭曲和表面完好无划痕和凹槽。M7132平面磨床轴表面通常要经硬化处理到HRC 55 或更高硬度来保证足够高的耐磨性能。经过M7132平面磨床精加工的轴直径必须达到H11的公差精度,圆度公差不能超过IT8级。M7132平面磨床价位受平面磨床轴表面的影响。M7132平面磨床轴表面的常规加工方式是采用切入式磨削,这是一项有多年成熟经验的工艺。
M7132平面磨床价位与平面磨床工艺产生有关。M7132平面磨床工艺产生的表面结构取决于M7132平面磨床砂轮的修整状态、M7132平面磨床磨削时间和规定的维修,以及M7132平面磨床加工过程中恒定的工艺参数等。这表明只采用切入式磨削这种制造方法并不能总保证M7132平面磨床表面结构不产生扭曲从而会影响M7132平面磨床价位。M7132平面磨床磨削轴表面还有一些不利之处,例如增加了M7132平面磨床额外的投资成本和需要对M7132平面磨床冷却剂润滑剂进行处理等。