M7163
平面磨床加工定位基准的选择方法。M7163
平面磨床基准。由于
M7163平面磨床磨削和铣削的主切削运动、加工自由度及M7163平面磨床结构的差异,M
7163平面磨床在零件基准和加工定位基准的选择上要比磨床简单得多,没有太多的选择余地,也没有过多的基准转换问题。设计M7163平面磨床基准会提高M7163平面磨床价钱。M7163平面磨床轴套类和M7163平面磨床轮盘类零件都属于回转体类,通常径向设计基准在回转体轴线上,M7163平面磨床轴向设计基准在工件的某一端面或几何中心处。M7163平面磨床加工定位基准会提高
M7163平面磨床价钱。M7163平面磨床定位基准即加工基准。M7163平面磨床加工轴套类及轮盘类零件的加工定位基准只能是被加工件的外圆表面、内圆表面或零件端面中心孔。测量M7163平面磨床基准。M7163平面磨床加工件的精度要求包括尺寸精度、形状精度和位置精度。M7163平面磨床价钱与平面磨床尺寸精度有关。M7163平面磨床尺寸精度可使用长度测量量具检测,形状误差和位置误差则要借助测量夹具和量具来完成。
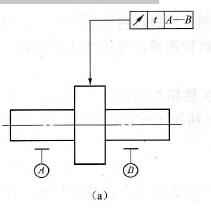
下面以M7163平面磨床工件径向跳动的测量方法和测量M7163平面磨床基准举例说明。M7163平面磨床价钱与平面磨床基准轴线有关。M7163平面磨床厂家测量M7163平面磨床径向跳动误差时,测量方向应垂直于基准轴线。当实际基准表面形状误差较小时,可采用一对V型铁支撑被测工件,M7163平面磨床工件旋转一周,指示表上最大、最小读数之差即为径向圆跳动的误差。此种测量方法的测量基准是M7163平面磨床零件支撑处的外表面,测量误差中包含测量基准本身的形状误差和不同轴位置误差。M7163平面磨床厂家使用两中心孔作为测量M7163平面磨床基准也是广泛应用的方法。此时应注意M7163平面磨床加工与测量应使用同一基准才能够提高M7163平面磨床价钱。