M7132
平面磨床数控加工中工件的装夹和对刀点、换刀点位置的确定。M7132
平面磨床定位基准及装夹的选择。
M7132平面磨床厂家在决定M7132平面磨床零件的装夹方式时,应力求使M
7132平面磨床设计基准、M7132平面磨床工艺基准和M7132平面磨床编程计算基准统一,同时还应力求装夹次数最少。M7132平面磨床夹具通过某种方式固定在M7132平面磨床上,并完成对M7132平面磨床工件的定位和夹紧。M7132平面磨床数控加工对夹具的要求主要有两点:一是要保证M7132平面磨床夹具在M7132平面磨床上正确安装时方便可靠;二是M7132平面磨床厂家能协调工件和M7132平面磨床坐标系的尺寸关系。M7132平面磨床厂家选用夹具时应尽量选择通用夹具;设计夹具时应注意以下几点:(1)
M7132平面磨床厂家力求结构简单,尽可能利用通用元件拼装的组合可调夹具;一次安装后尽可能完成更多的或全部的加工内容;(2)装夹M7132平面磨床工件要方便、迅速、可靠; (3)M7132平面磨床工件的加工部位要敞开,夹具的任何部分不能影响M7132平面磨床刀具的正常走刀;(4)夹具本身要便于在M7132平面磨床上准确可靠地安装。M7132平面磨床对刀点和换刀点的确定。M7132平面磨床厂家在编程时,应正确地选择对刀点和换刀点的位置。M7132平面磨床对刀点就是在数控机床上加工零件时,刀具相对于工件运动的起始点。由于M7132平面磨床程序段从该点开始执行,所以对刀点也称为程序起点或起刀点。
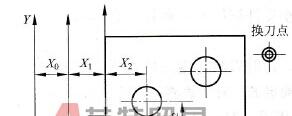
M7132平面磨床对刀点的选择原则是:(1)便于用数字处理和简化程序编制;2)在M7132平面磨床上找正容易,加工中便于检查; (3)引起的加工误差小。 M7132平面磨床对刀点可选在工件上,也可选在工件外面(如选在夹具上或M7132平面磨床上),但必须与M7132平面磨床零件的定位基准有一定的尺寸关系,如图2-25中的X0和Y0,这样才能确定M7132平面磨床坐标系与工件坐标系的关系。