M7163
平面磨床加工工艺分析。M7163
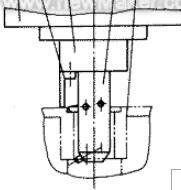
平面磨床工件的精度要求及主要工序如图所示,其
M7163平面磨床工艺尺寸链如图3所示,它的设计基准是在主轴孔中心,与工艺基准不重合(M
7163平面磨床工艺基准在底面),M7163平面磨床加工过程中是自然形成的,为封闭环,其公差为dN=0.10mm,基准不重合误差为dA2=0.06mm,则允许M7163平面磨床加工误差dA1=dN-dA2=0.04mm,加工允差太小,无法保证M7163平面磨床加工精度会影响M7163平面磨床出厂价格。M7163平面磨床主轴孔轴心线对底面的平行度是0.03mm,根本无法保证M7163平面磨床主轴孔对顶面的平行度要求。缸孔止口的镗削,虽然M7163平面磨床刀具切削是以顶面定位加工的,但由于受M7163平面磨床镗孔过程中顶面切屑的影响导致M7163平面磨床定位不准及液压死挡铁定位精度的影响,同样无法保证M7163平面磨床的加工精度从而使得
M7163平面磨床出厂价格低。M7163平面磨床厂家要保证M7163平面磨床主轴中心至顶面距离(227.5
0-0.10)mm及其平行度要求,最好的方法是减小M7163平面磨床基准不重合误差,使M7163平面磨床定位基准与设计基准重合,即使d
A2=0。这样允许M7163平面磨床加工误差d
A1=0.10mm,加工时就比较好保证了,即要以M7163平面磨床主轴孔定位加工顶面。但以M7163平面磨床主轴孔定位要解决三个方面的问题,一是M7163平面磨床工件的防转定位,二是M7163平面磨床夹具必需有足够的刚性,三是M7163平面磨床要使用方便才能够提高M7163平面磨床出厂价格。
M7163平面磨床出厂价格受M7163平面磨床孔口深度的影响。M7163平面磨床孔口深度的控制也是比较困难的技术难题,同行业中有用M7163平面磨床顶面,也有采用数控技术的,但都存在一个问题,能保证M7163平面磨床深度,不易保证M7163平面磨床主轴孔中心至顶面的尺寸。为此我们以M7163平面磨床主轴孔定位,应用M7163平面磨床数控技术,开发设计了M7163平面磨床顶面。因此M7163平面磨床采用数控技术会提高M7163平面磨床出厂价格。