确定M7132
平面磨床加工路线的原则。① M7132
平面磨床加工路线应保证被加工工件的精度和表面粗糙度。 ②
M7132平面磨床厂家设计加工路线要减少空行程时间,提高加工效率。 ③ 简化数值计算和减少M
7132平面磨床程序段,降低
M7132平面磨床出厂价格、M7132平面磨床编程工作量。 ④ 据M7132平面磨床工件的形状、刚度、M7132平面磨床加工余量、M7132平面磨床系统的刚度等情况,确定M7132平面磨床加工次数会提高M7132平面磨床出厂价格。 ⑤ M7132平面磨床厂家合理设计刀具的切入与切出的方向。采用单向趋近定位方法,避免传动系统反向间隙而产生的定位误差。 ⑥ 合理选用M7132平面磨床磨削加工中的顺铣或逆铣方式,一般来说,M7132平面磨床采用滚珠丝杠,运动间隙很小,因此顺铣优点多于逆铣。 因此M7132平面磨床出厂价格与M7132平面磨床采用滚珠丝杠有关。
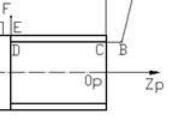
M7132平面磨床出厂价格与M7132平面磨床加工路线有关。① M7132平面磨床加工路线。M7132平面磨床磨削端面加工路线如图1所示A-B-0p-D,其中A为换刀点,B为切入点,C-0p为M7132平面磨床刀具切削轨迹,0p为切出点,D为退刀点。M7132平面磨床磨削外圆的加工路线如图所示A-B-C-D-E-F,其中A为换刀点,B为切入点,C-D-E为刀具切削轨迹,E为切出点,F为退刀点。孔加工定位路线。合理安排孔加工定位路线能提高孔的位置精度,如图所示,在XY平面内加工A、B、C、D四孔,安排M7132平面磨床孔加工路线时一定要注意各孔定位方向的一致性,即采用单向趋近定位方法,完成M7132平面磨床加工后往左多移动一段距离,然后返回加工D孔,这样的定位方法避免因M7132平面磨床传动系统反向间隙而产生的定位误差,提高了M7132平面磨床出厂价格。