M7132
平面磨床的磨削原理与磨削方法。M7132
平面磨床上加工工件,不用顶尖定心和支承,而由
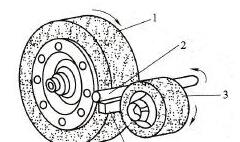
M7132平面磨床工件的被磨削外圆面本身作定位面。M7132平面磨床工件2放在磨削砂轮1和导轮3之间,由托板4支承进行磨削。M
7132平面磨床市场价格与M7132平面磨床导轮有关。M7132平面磨床导轮是用树脂或橡胶为黏结剂制成的刚玉砂轮,它与M7132平面磨床工件之间的摩擦因数较大,所以M7132平面磨床工件由导轮的摩擦力带动作圆周进给。M7132平面磨床导轮的线速度通常在10~50m/min左右,M7132平面磨床工件的线速度基本上等于导轮的线速度。
M7132平面磨床市场价格与M7132平面磨床磨削砂轮有关。M7132平面磨床磨削砂轮就是一般的砂轮,线速度很高,所以在M7132平面磨床磨削砂轮与M7132平面磨床工件之间有很大的相对速度,这就是M7132平面磨床磨削工件的切削速度。进行M7132平面磨床磨削时,工件的中心应高于磨削砂轮和导轮的中心连线,M7132平面磨床工件才能被磨圆。如果托板的顶面是水平的,而且调整得使M7132平面磨床工件中心与M7132平面磨床磨削砂轮及M7132平面磨床导轮的中心处于同一高度,当M7132平面磨床工件上有一凸起的点与导轮相接触,则凸起点的对面就被磨成一凹坑,其深度等于凸起点的高度,如图所示。工件回转180°后,凸起的点转到与磨削砂轮相接触,此时凹坑也正好与M7132平面磨床导轮相接触,工件被推向导轮,凸起的点无法被磨去。此时,虽然M7132平面磨床工件各个方向上直径都相等,但工件不是一个圆形,而是一个等直径的棱圆。例如一个有三等分凸起的圆坯料,经过上述M7132平面磨床磨削后,就磨成一个等直径的三棱圆。M7132平面磨床市场价格与M7132平面磨床工件有关。M7132平面磨床工件不能被磨圆的原因在于:M7132平面磨床工件中心与M7132平面磨床磨削砂轮和导轮的中心同高,使得M7132平面磨床工件的凸(凹)点与M7132平面磨床导轮接触时,总是它对面的凹(凸)点与磨削砂轮相接触,只要使M7132平面磨床工件的中心高于磨削砂轮和导轮的中心,就能消除这种现象,把M7132平面磨床工件磨圆。
调整托板高度,使M7132平面磨床工件的中心高于磨削砂轮和导轮的中心连线,如图所示。M7132平面磨床工件上的凸起点a与导轮接触时,使M7132平面磨床工件b点处被多磨去一些而相应地凹下去;但b点、a点和圆心三者不在同一条直线上,所以当b点转到与M7132平面磨床导轮接触时,a点尚未转到与磨削砂轮相接触;工件再转过一个角度,当凸起点a与磨削砂轮相遇时,M7132平面磨床工件上与导轮接触的那一点不是凹坑,凸起点a就被磨低了;磨削继续进行,凸起点不断被磨平,而凹坑也逐渐变浅,M7132平面磨床工件逐渐被磨圆。所以M7132平面磨床市场价格与M7132平面磨床工件逐渐被磨圆有关。