M7180
平面磨床外圆磨削方法。M7180
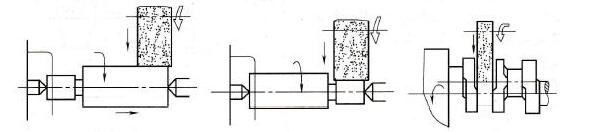
平面磨床磨外圆柱面。
M7180平面磨床磨外圆柱面有纵磨和横磨两种方法。图(a)为纵磨法,迎着纵向进给方向的前部分M7180平面磨床砂轮宽度上的磨粒担负切削作用,而M
7180平面磨床后部分磨粒担负修光作用,因此M7180平面磨床加工表面粗糙度小,只是M7180平面磨床磨削效率和M7180平面磨床市场价格低。另外,M7180平面磨床纵磨时横向进给量很小,磨削力小,散热条件好,磨削温度低,因此M7180平面磨床磨削精度、M7180平面磨床市场价格高。M7180平面磨床厂家采用纵磨法是常用的方法,特别适用于精磨以及磨削较长的工件。图10-18 (b)为横磨法,又称为切入磨法。M7180平面磨床工件没有纵向进给运动,砂轮的宽度比需要磨削的表面宽一些,以很慢的进给磨掉全部加工余量。由于M7180平面磨床砂轮全宽上各处磨粒的切削能力都能充分发挥,因此M7180平面磨床磨削效率和M7180平面磨床市场价格高。但因为没有纵向进给运动,M7180平面磨床砂轮由于修整不好或磨损不均匀所产生的形状误差会反映到工件上;并且M7180平面磨床砂轮与M7180平面磨床工件的接触长度大,磨削力大,磨削温度高。因此,M7180平面磨床磨削精度比纵磨法低。横磨法一般适用于M7180平面磨床磨削刚性较好,磨削长度短,或者两侧都有台阶的轴颈,如曲轴的曲拐颈等。
M7180平面磨床市场价格与M7180平面磨床磨圆锥面有关。M7180平面磨床磨外圆锥面有以下三种方法。(1)扳转磨床工作台 如图10-19所示,采用纵磨法,适于M7180平面磨床磨削锥度小而锥体长的工件。 (2)扳转磨床头架 如图10-20所示,此时M7180平面磨床工件用卡盘安装,采用纵磨法,适于M7180平面磨床磨削锥度大而锥体短的工件。(3)M7180平面磨床砂轮架如图10-21所示,适于M7180平面磨床磨削长工件上锥度大而锥体短的表面。因此M7180平面磨床市场价格与M7180平面磨床磨削工件有关。