M7132
平面磨床主轴的表面淬火工艺。主轴是M7132
平面磨床上传递动力的重要部件,在
M7132平面磨床工作过程中高速运转,要承受弯曲、扭转、疲劳以及冲击载荷的作用,同时也受到滑动和转动部位摩擦的作用,因此为满足M
7132平面磨床性能要求,M7132平面磨床主轴本身应具有高的强度、硬度、足够的韧性、耐磨损以及良好的疲劳强度,使用中M7132平面磨床主轴的精度稳定和变形量小,因此在M7132平面磨床材料的选择、M7132平面磨床加工路线、M7132平面磨床热处理方法等方面要认真考虑。
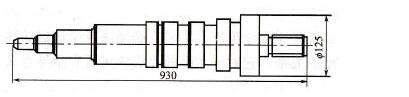
M7132平面磨床价位与M7132平面磨床材料的选用有关。M7132平面磨床主轴的要求,大多数采用中碳结构钢,经过调质处理后局部淬火或局部的表面硬化,可满足主轴的工作要求。对要求更高的表面硬度、耐磨性和疲劳强度,以及变形量小的主轴,通常采用38CrMoAl等氮化钢制造;如主轴要承受较大的冲击载荷,则用20Cr、20Mn2B等渗碳钢;对于高精度的M7132平面磨床等主轴采用9Mn2V、GCr15等,表面淬火处理;对重载低速工作下的主轴也可采用球墨铸铁制造。M7132平面磨床价位受M7132平面磨床主轴的热处理的影响。M7132平面磨床主轴的表面淬火该主轴的零件,选用的材料为45钢,正火处理后硬度197~229(HB),两个轴径处高频淬火、回火,硬度为45~50(HRC),硬化层深度≥1mm。所以说M7132平面磨床价位与M7132平面磨床主轴的表面有关。
M7132平面磨床价位与M7132平面磨床主轴的工艺有关。M7132平面磨床主轴的工艺流程为:下料→粗加工(粗车削)→正火→机械加工→高频淬火→回火→磨削。从流程可以看出,M7132平面磨床主轴的正火是确保基体具有一定的综合力学性能,同时为最终的热处理作好组织准备,满足M7132平面磨床主轴的工作需要,除要求的两处有硬度要求外,M7132平面磨床主轴的其他部分不再进行淬火,因此M7132平面磨床热处理工序。因此M7132平面磨床价位与M7132平面磨床热处理有关。